熱門產(chǎn)品PRODUCT





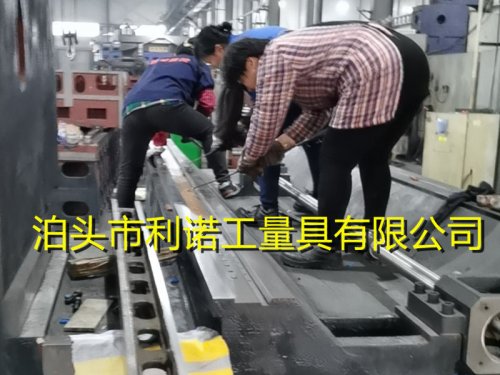
鑄鐵平臺維修過程
鑄鐵平臺也稱鑄鐵平板、平板,是用于工件檢驗或者劃線工作中的平面基準器具,廣泛應用于進行價格制造。
鑄鐵平臺經(jīng)過長期使用由于與在其工作面上進行檢驗、劃線、裝配工作的工件摩擦、磕碰工作平面會磨損,當磨損超出鑄鐵平臺所在準確度等級允許誤差時直接影響到在上面進行的測量檢驗及劃線工作的準確性,這時就需要進行鑄鐵平臺刮研、鑄鐵平臺維修、鑄鐵平臺修理,通過刮研、鏟刮技術工人到現(xiàn)場進行刮研、鏟刮來恢復鑄鐵平臺的平面度精度等級,滿足檢驗檢測、劃線、裝配等工作的使用需要。
鑄鐵平臺刮研維修修理過程如下:
1、粗刮
由于鑄鐵平臺工作面經(jīng)過長期使用磨損嚴重,所以要先粗刮。方法是采用長柄刮刀,可 以加大壓力或行程,使刮屑厚而寬,去屑量多。壓力用得恰當時,刮下的鐵屑發(fā)熱,刀口有青煙。刮時刀痕要連成一片,不可重復。每刮四、五遍以后,鑄鐵平臺的四周就會比中間高些,所以四周要多刮兩次。刮后擦凈表面,用顯示劑檢査接觸點的分布情況,并按點子修刮,一直刮到每25毫米X25毫米的面積內(nèi)有4?6個接觸點時為止,鑄鐵平臺粗刮就算完成。
2、細刮
粗刮后的表面高低相差很大,顯示后接觸的 點子很少。細刮是刮去粗刮后高的接觸點,以的接觸點。細刮時刀跡的寬度在6毫米左右,刮刀行程5?10毫米。在刮削過程中,要按方向刮,每刮完一遍,要變換一下方向,以形成45°?60°的網(wǎng)紋。當刮到每25毫米X25毫米面積內(nèi)有8?16個點,就可以精刮了。
3、精刮
使用小刮刀進行,刀痕寬一般在4毫米左右, 刀的行程在5毫米左右。精刮時用力大小要適當,刀刃要保持鋒利,每刀要刮在點子上,點子越多刀痕要越小,力量要 越輕。當點子逐漸增加時,可以分為三個步驟刮削:大而亮的點子全部刮去,中等點子在中間刮去一小片,小點子留下不 刮。經(jīng)推磨下一次鑄鐵平臺刮研時,小點子會變大,中等點子分為兩個點子,大點子則分為幾個點子,原來沒有點子的地方會出現(xiàn)新點子。經(jīng)過幾次反復,點子就會越來越多。精刮后,一般應達到在25毫米X25毫米面積內(nèi)有20? 25個接觸點。

